Tilbehør til sirkulær, miter og sabersager
Sagdisken er et integrert element i enhver elektrisk sag. Den er installert både på de manuelle skjæreverktøyene og på det stasjonære utstyret. Det finnes mange typer plater som er forskjellige i form av skjære tennene, vinkelen til slissingen, diameteren og materialet de er laget av. Fra det riktige valget av utstyr til en bestemt type materiale, avhenger av ytelsen til verktøyet, kvaliteten på kuttet og sikkerheten til operatøren.
Innholdet
Hvordan velge plater for sirkulære og miter sag
Du bør vite at du skifter typen av plate på en sag, du kan håndtere følgende materialer:
- mykt og hardt tre
- materialer basert på tre (MDF, MDF, laminert sponplater, OSB, kryssfiner, gulvlaminat, etc.);
- naturlig og kunstig stein;
- ikke-jernholdige metaller;
- plastprodukter;
- metallprodukter (bølgepapp, rør, metallprofiler, beslag, etc.).
Hvert skjæreverktøy har visse egenskaper som bør vurderes før bruk.
Ytre diameter
Diameteren på det installerte skjæreverktøyet kan ikke være større enn den indre diameteren av beskyttelseshuset. På forskjellige modeller av enheter kan dekker både små og store størrelser. En disk med stor diameter vil ikke passe inn under foringsrøret med en mindre indre diameter. Samtidig kan du installere en liten disk under et stort foringsrør, men samtidig betydelig redusert sikkerhet for bruk av enheten.
Dybden på et kutt avhenger av utvendig diameter på utstyret. Men følgende mønster bør tas i betraktning: Jo mer verktøyet er nedsenket i arbeidsstykket, desto større belastning på maskinens elektriske motor.
Diameterene på platene for en manuell sirkelsag kan ligge i området 130-250 mm.
Bore diameter
Det er svært viktig at diameteren på akselen på enheten og setet på disken passer til hverandre. Noen typer sagingsutstyr har Ytterligere hull for stiv fiksering på pinner. Utstyret har som regel seter med følgende størrelser: 16, 20, 22, 30 og 32 mm.
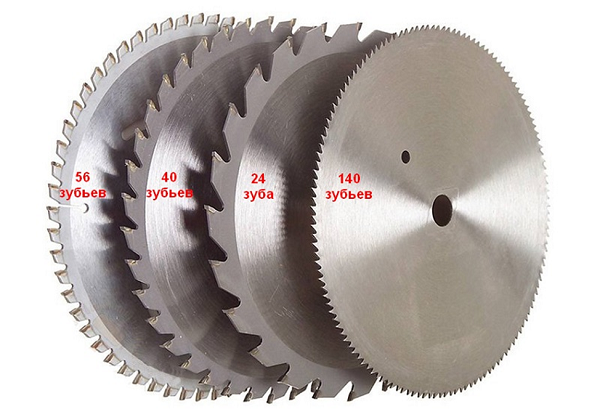
Antall tenner
Denne parameteren påvirker ren materialhåndtering og ytelse. Jo færre tenner verktøyet har, desto raskere blir stykket savet på grunn av bedre chipfjerning. Men redusering av antall snitt fører til en reduksjon i kvaliteten på kuttet. Å øke antall tenner, henholdsvis, forbedrer kvaliteten på kuttet. Men det er verdt å vite at jo flere tenner verktøyet har, desto større belastning oppleves av apparatets elektriske motor. Konvensjonelt er utstyret for sirkelsagssager delt inn i 3 grupper:
- fra 80 og flere fremspring - et stort antall;
- fra 40 til 80 fremspring - gjennomsnittlig tall;
- fra 10 til 40 tenner - en liten mengde.
For hver spesifikk oppgave velges utstyret med det nødvendige antall kappelementer:
- det maksimale antall tenner som kreves for å kutte tre over fibrene;
- For å såke langs trefibre, er det bedre å bruke et verktøy med et lite antall snerpenner (opptil 60).
Tenner helling
Utstyr for manuelle eller stasjonære sirkulærer har en forskjell i tennens hellingsvinkel. Det er både negativt og positivt med hensyn til diskens radius.
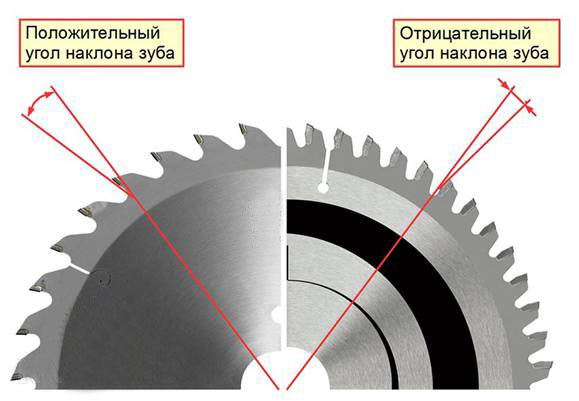
Hellingenes hellingsvinkler kan ha følgende verdier;
- vinkler fra 5 til 15 ° regnes som standard;
- vinkler fra 15 til 20 ° kalles aggressiv (positiv);
- vinkler fra 0 ° til -5 ° kalles normal (negativ).
For miter sag Det er akseptert å bruke plater med null eller negativ tilbøyelighet til snittene. Dette skyldes at arbeidsdelen av verktøyet kommer inn i arbeidsstykket langs en annen vei enn sirkelsagen montert på håndverktøyet eller på maskinverktøyet. disk med en null eller negativ tilbøyelighet til snittene som om de presser på arbeidsstykket ovenfra og riper på materialet. I dette tilfellet forblir arbeidsstykket stasjonært, hviler på begrenseren, som ikke tillater platen å skyve den bort.

Hvis du installerer en lignende plate på en sirkel, vil det være ganske vanskelig å lage en langsgående kutt. Sagen vil begynne å skyve arbeidsstykket, skjæreelementene vil være tilstoppet med sagflis, og en overbelastning av motoren på enheten vil oppstå.
Det er spesielt farlig å installere et verktøy med en negativ tilbøyelighet til snittene på de håndholdte sirkelsagene, da det er vanskelig å holde verktøyet i hendene på grunn av omvendt støt.
For sirkulære elektriske sag det er klokere å bruke et snap med en positiv hellingsvinkel av tennene. Kuttere i dette tilfellet, i en viss vinkel mot arbeidsstykkets overflate, vil krasje inn i den som et fly, og trekke arbeidsstykket under dem.
Kutter konfigurasjon
Formålet med en plate kan bli funnet på grunnlag av innsnittene av snittet.
- Rett skarpe tenner gir deg mulighet til å kutte tre raskt, men samtidig skitten.
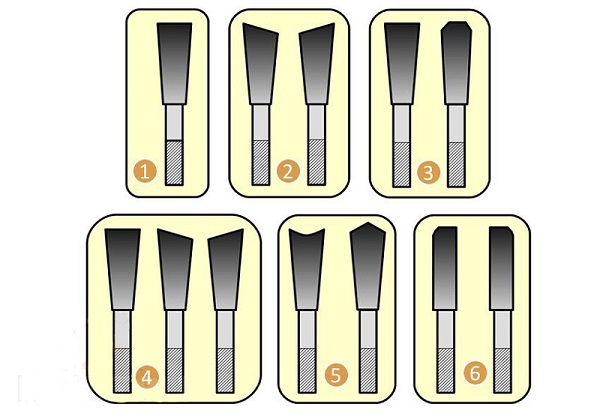
- Tenner som har en alternativ skråstilling i forskjellige retninger, tillater deg å kutte tre i forskjellige retninger, men kan ikke stå for sjokkbelastningen.
- Kombinasjonen av trapesformede og flate tenner gjør det mulig unngå chipping På de øvre lagene av materialet, for eksempel ved kutting av sponplater og plast.
- Kombinasjonen av tenner med tre typer skarphet øker skjærehastigheten og gir god rene kanter når du sagker både myke og harde materialer.
- Alternasjonen av trekantede tenner og tenner med en konkav skjærekant gjør det mulig å kutte laminatet uten å bruke en foreløpig hakk.
- Tenner med fasede kanter og brede rygger tåler treffer sement og negler på skjærelinjen.
skjæring metallskive For en sirkelsag har den en litt annen tannkonfigurasjon.

På grunn av denne geometrien av snittene og materialet de er laget av (keramisk metallsolning), økes verktøyets produktivitet, vibrasjonen reduseres, og prosessen med metallskjæring skjer uten gnister.
Skivtykkelse
Avhenger av tykkelsen på utstyret kerf bredde. Standard sagbladets tykkelse er 3,2 mm. Det er viktig å ta det i betraktning ved fremstilling av møbler, for eksempel når et arkskjæreark er utarbeidet. I tillegg er det avhengig av tykkelsen på disken styrke. Tynn snap raskt overopphetes under tungt arbeid. Utstyret med stor tykkelse varierer i holdbarhet, men behandler en stor mengde materiale i spon.
Skivtype
Saw disks skje monolittisk og hardlegering. I produksjonen faste plater En solid metallplate brukes, materialet som er høykarbon eller høyhastighets stål. Disse platene passer godt til saging av polymerer og tre. Fordelene ved monolitiske disker inkluderer følgende:
- lav pris;
- Enkel å skarpe kutteren (du kan skarpere deg selv uten bruk av sofistikert utstyr);
- muligheten for flere skarphet, og dermed øke levetiden til verktøyet.
Materiale lerret for karbidskiver fungerer som verktøy stål. Men verktøytennene selv forsterkes ved lodding fra et karbidmateriale. Denne løsningen gir skjæreverktøyet en rekke fordeler:
- rent kutt;
- trenger ikke tannavstand
- kutting av harde materialer er mulig;
- etter sliping har snittet lengre levetid enn høyhastighets ståltenner;
- høy skjærehastighet;
- pålitelighet i arbeid;
- et bredt spekter som lar deg fleksibelt velge utstyr for ulike typer arbeid.
Men karbidskiver har ulemper. Det kan bli lagt merke til høye kostnader og det faktum at skarpheten kun utføres på spesielle maskiner.
Skive konstruksjon
Når du velger en maskinvare for sirkelsager, bør du ta hensyn til kvaliteten på produktet, som du kan lære om, ved å undersøke disken nøye. Gode sagklinger for tre er laserskåret av stålplater, og deretter forsiktig balansert og polert. Tegn på operasjonene som utføres på disken, kan ses hvis du ser på overflaten i lyset. Det vil være synlige radiamerker som er igjen av slipemaskinen, som avviger i hele stoffet, og starter fra monteringshullet. Budsjettsager har ikke slike karakterer, noe som indikerer fraværet av balansering.
Fortjener også oppmerksomhet og slipekvalitet. Kroppen på disken skal ikke være grov, men ha en jevn overflate. Harpikser i tre vil holde seg til dårlig slipt utstyr og hindre sagingsprosessen.
For å kompensere for utvidelsen av metallet når det blir oppvarmet, samt å redusere støy og slukke vibrasjonen av disken, blir det gjort på sitt plan radiale slisser.

På dyrere utstyr ved hjelp av laser tynn spiralspalter, og et beskyttende lag påføres på overflaten av disken.

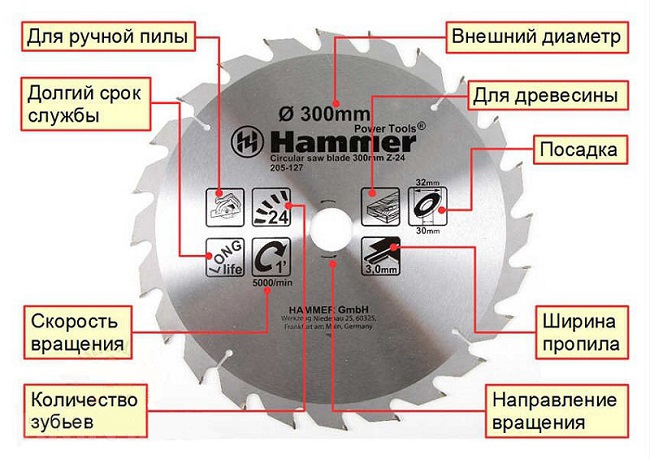
Kvalitetsdisken til sirkelsagen er ikke merket med maling, alle påskrifter på overflaten blir brukt lasergraver. Fra merkingen kan du lære mye informasjon. Hvilken er vist i den følgende figuren.
Hvordan skarpe en disk med egne hender
For å skjerpe en sirkelsag er det tatt hensyn til fire grunnvinkler:
- α er bakvinkelen;
- y er rakevinkelen;
- β er vinkelen for avtagende, sett av bakre og fremre vinkler (β = 90 ° -γ-α);
- Ɛ1 og Ɛ2 er skråvinklene til både front- og bakplanene.
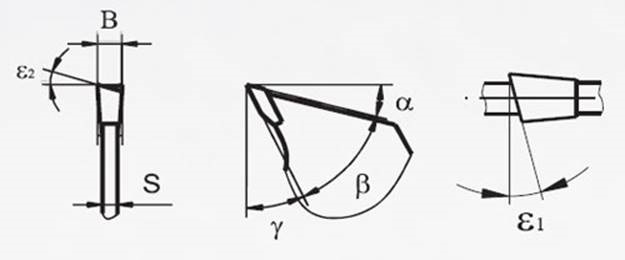
Verktøyets skjæringsvinkel er valgt i henhold til typen materiale som skal bearbeides og i retning av kuttet, noe som er svært viktig ved kutting av tre. For å kutte langs trefibre må verktøyet ha tenner med tilstrekkelig stor rakevinkel (fra 15 ° til 25 °). For kutting over fibre er det nødvendig med en rakevinkel (γ) fra 5 ° til 10 °. På universalsave, slik at du kan kutte både langs kornet av tre og over, har kuttens vinkelvinkel en gjennomsnittsverdi lik 15 °.
Den negative verdien av den fremre vinkelen brukes til verktøy som skal kutte plast, ikke-jernholdige metaller og vende mot treblankene.
I tillegg påvirkes skjæringsvinkelen av materialhardhet. Taperens taper (β) må reduseres før kapping av harde materialer.
Skarphetsregler
Oftest bærer karbondolning langs sin øvre kant. Over tid blir den malt og avrundet med ca 0,1-0,3 mm. Også forkanten av forbrenningen slites ut. Sterk klipping av skjæreelementene bør ikke tillates, siden det er nødvendig å miste mer materiale fra verktøyet for å justere kantene. Det faktum at verktøyet er tid til å skjerpe kan bestemmes av forbrenningens type kanter og av klippets kvalitet: Det er revet kanter med et stort antall sjetonger.
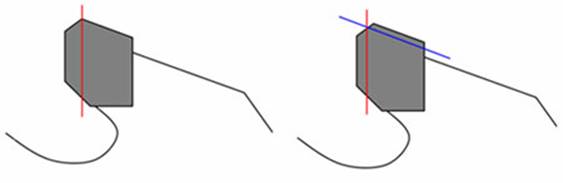
Ved riktig oppbevaring av slipemålinger blir det mulig å skarpe kutterne ca. 25-30 ganger. Dette vil sikre den nødvendige skarpheten på kanten. For å oppnå slike resultater og forlenge levetiden til utstyret, er det anbefalt å skarpere tannen langs bak- og frontplanene. Selvfølgelig kan du male og et plan av sagtanden, men antall forsøk samtidig reduseres med 2 ganger. Figuren nedenfor viser hvordan slipingen av en tann langs en og begge fly påvirker mengden av sliping.
Ved skarphet av skjæreverktøyet anbefales det å gjøre siste passering med et slipemiddel langs tannens bakplan.I gjennomsnitt bør mengden av sliping av metallets tann være i området 0,05-0,15 mm.
Før skarphetsprosessen påbegynnes, er det nødvendig å fjerne alt smuss fra sagbladet og finne ut verdien av skjæringsvinklene, som vanligvis er angitt på verktøyet.
Skarpskive hjemme
Drivene til saga skjerpes vanligvis på en spesiell maskin. Å kjøpe en lignende maskin til huset, gir ikke mening hvis du ikke skal åpne en verktøyslipingsvirksomhet for sirkelsager.
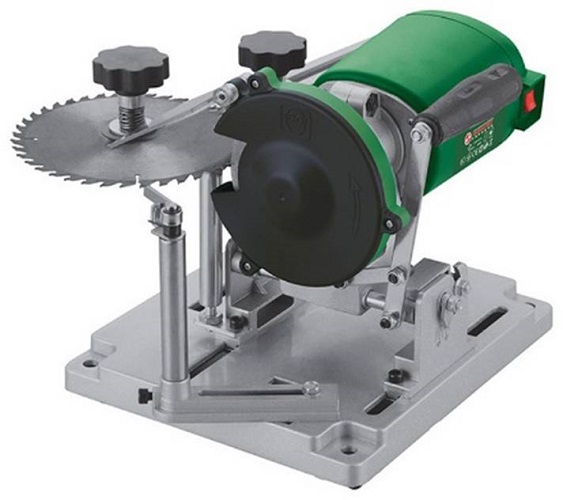
Men hvordan å skarpe en sirkelsag uten profesjonelt utstyr? For å skjerpe sagbladet med egne hender, trenger du tilstedeværelse av:
- slipemaskin på skrivebordet (det er mulig å justere bulgarsk til disse formålene);
- slipende hjul (bedre hvis det er en diamantskål for sliping);
- Enkel armatur som kan gjøres fra sponplater.
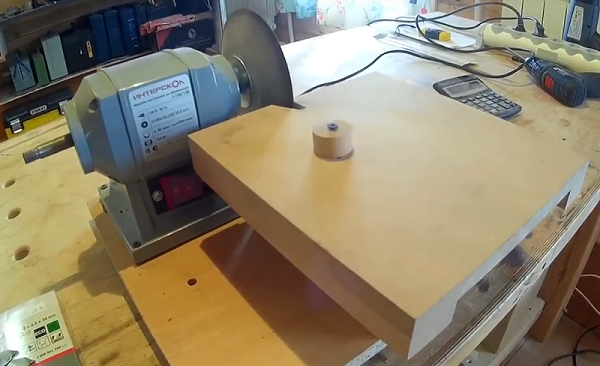
Den siste enheten er et bord som består av en bevegelig øvre vogn og en fast base. Følgende bilde viser basen uten vognen.
For at vognen skal bevege seg riktig, i horisontalplanet, langs kantene, kan du feste lamellene eller installere den på teleskopskinner i møbler. Videre, i et bestemt sted av vognen (eksperimentelt) er en vaskemaskin installert med en diameter som svarer til verktøyets monteringshull.

Sagbladet settes på denne skiven og beveger seg sammen med vognen til diamantsirkelen.

For jevn sliping er det mulig mellom to tenner (til venstre og høyre for slipeskiven) som skal skrues inn med en selvskruende skrue, som vil fungere både som stopp og stopp.
Etter at den første klipperen er redigert (det anbefales å markere med en markør), vognen beveger seg vekk fra diamanthjulet, disken beveges med en tann langs stoppene, og skjæringen av sirkelsag fortsetter.
Hvis du vil slipe av tennene i en vinkel, kan du sette en tynn stripe med passende tykkelse under bordet på den ene siden og skjerpe den gjennom en tann. Videre er planken innelukket under den andre siden av bordet, og operasjonen gjentas på ikke lagrede snitt.
Typer sabersagblad
Skjæreverktøyet til en sabersag er et blad, som er en plate laget av spesielle høyfaste legeringer, som har skjærende tenner på den ene siden. Ved hjelp av forskjellige typer kluter, kan du lage kutt uten å kippe og grille med maksimal nøyaktighet.
Formen på tennene
Formen og størrelsen på tennene på bladet avhenger av renslighet av kuttet og skjærehastigheten. Også for bearbeiding av visse typer materialer utviklet en spesiell form av kuttere. Så sabersagbladene kan ha følgende tannformer.
- M-formede tenner. Lerret har freset kutter, noe som gjør det mulig å kutte materiale både på fremover og bakover. Riggene brukes til kutting av jernholdige og ikke-jernholdige metaller, rustfritt stål og tre, spesielt hvis det inneholder metallpartikler, samt ulike typer plast.

- Skarpe, fresede, varierende tannbunn. Bladet har skilte kuttere og brukes til direkte kutting av alle typer tre, inkludert de med metallpartikler.

- Bølgete fresemaskiner. Utstyret brukes til å kutte metall på opptil 2,5 mm og eventuelle treslag med metalliske inneslutninger.

- M-formet, tilbøyelig, med variabel tonehøyde. Dette er et allsidig og høyytelsesutstyr med skiltte tenner. Den er designet for å kutte alle typer tre med metallimpregneringer og for å kutte metall opp til 2,5 mm.

- Små, fresede, skillevegger. Lerret brukes til direkte kutting av metallprodukter med en tykkelse på ikke mer enn 1,5 mm.

I tillegg er maleriene forskjellig i materialet som de er laget av, som vist av merkene som brukes på en hvilken som helst type verktøy.
Merking av lerret
Sabersagblad er laget av følgende materialer.
- HCS. Denne merkingen indikerer at grunnlaget for verktøyet er høyt karbonstål.Sager er laget for å kutte tre og produkter basert på det, samt plast og gummi.

- HSS - Det er verktøy med høyhastighets stål. Med det kan du jobbe på ikke-jernholdige metaller, så vel som kuttplater og profilmetall.

- BIM - Det er en bimetall legering, som er en kombinasjon av sterkt og fleksibelt stål HSS og HCS. Disse bladene har lang levetid og brukes til å kutte belagt betong, så vel som sagbord med negler.

- HM / CT - Dette er et karbidverktøy. Sager brukes til kutting av porøse og slipende materialer: Strukturer laget av betong, glassfiber og glassfiber, luftbetong og fliser.

- CV - Dette er en krom-vanadiumlegering. Utstyret av det er preget av høy slitestyrke og brukes til plast og tre av enhver art.

Utvalgskriterier
Når du velger et lerret for en sabertype, må du først være oppmerksom på verktøykasse. Feste av kluter kan være både universell, egnet for de fleste modeller av enheter, og er kun beregnet for ett merke av sabersave.
Også av stor betydning tann størrelse. Store tenner gir høy klippehastighet, men kan ikke gi god kvalitetskutt. Derfor, for å få et pent kutt, bruk et snap med en liten tann.
Saber-type bladkuttere kan være malt eller malt. Snap, med polerte kuttere, som brukes til kutting av myke materialer. For å takle metall eller hardtre, bruk sag med fresede kutter.
Kluter som har skilt tenner, preges av høy produktivitet, mens bearbeidingen med bølgete fremspring behandler delen mer kvalitativt.
/rating_off.png)











