Band sagblad
Bandsaws for tre og metall er mye brukt i produksjon og levekår av hjemmebrukere. Hovedverktøyet til disse enhetene er en båndsag, som slites ut over tid og krever skarphet eller utskifting med en ny. Du bør vite at ikke bare kvaliteten på materialbehandlingen, men også produktiviteten til enheten som helhet, avhenger av det riktige valget av bladet til båndklippemaskinen.
Innholdet
Velge et blad for metallbåndsager
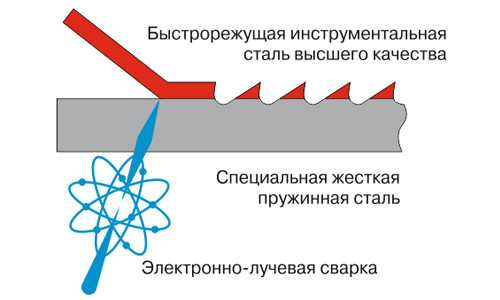
Skjærebladet for denne typen sag er et tape med et visst antall tenner, sveiset i form av en ring. Bunnlaget er laget av vårstål, og har høy elastisitet. Et bånd av høyhastighetsstål er sveiset til basen hvor fresing av tennene finner sted.
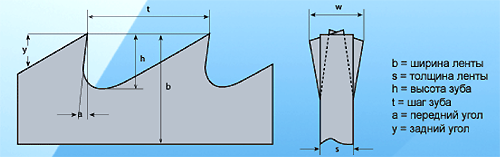
Hvert band så for metall og ikke bare har en etikett. For eksempel tolkes merkingen M42 20 x 0,9 x 2362, 8 / 12TPI, som følger:
- M42 - materialet som tape tennene er laget av;
- 20 - denne verdien indikerer bredden på nettet, mm;
- 0,9 - verktøy tykkelse, mm;
- 2362 - lengden på en sirkel av et sagbånd, mm;
- 8 / 12TPI-tannhøyde på sagbåndet, per tomme.
Kuttere kan gjøres fra andre materialerFor eksempel fra M51, PQ, TSX og andre. M42 har en høy slitestyrke og har en kanthårdhet på 67-68 HRC. Derfor kan sag av dette materialet brukes til å kutte stål med en hardhet på ikke mer enn 45 HRC. M51 sagbladene er mer motstandsdyktige mot slitasje enn de som er nevnt ovenfor. Hardheten på kantene på disse sagene er allerede lik 68 HRC, takket være denne snap kuttet rustfritt stål, samt stål, preget av høy styrke og varmebestandighet. I tillegg har materialet M 51 slik at du kan kutte tykke stålpapeter, det vil si deler med stort tverrsnitt.
Når du velger valget av bandsåg, bør du ikke bare ta hensyn til materialet som kutterne er laget av, men også til deres trinn, samt geometri.
Tannhøyde
Dette er avstanden mellom kantene til to tilstøtende fremspring.
Et stort skritt laster motoren til enheten sterkere og gir en dårlig kuttkvalitet. Den lille stigningen på snittene fører til lengre saging, øker energikostnadene, men gir rent kutt med en jevn overflate.
For å kutte arkmateriale, rør (tynnvegget) og en profil, bør du velge et blad med minimum avstand mellom skjæreelementer (med 1 tommer). Men hvis du vil kutte en stor billett fast metall, du vil installere bladet med høyeste stigning av sneglene. Jo mindre tennene (per tommer) vil ha riggen, jo dypere sporet vil de danne. På grunn av dette er kuttet mindre tilstoppet med sjetonger. Også en stor tannhøyde på verktøyet forbedrer ytelsen til enheten.
Tannhøyde
Høyden på verktøyet er avstanden fra det laveste punktet til hulrommet mellom tennene til toppen av skjæreelementet. På grunn av tilstedeværelsen av en hul sjetonger fjernesdannet ved kutting av metall. Tannens høyde skal være tilstrekkelig slik at hulrommet ikke blir tilstoppet med sjetonger, og skjæreprosessen skjer uten vanskeligheter. I tillegg forårsaker den utilstrekkelige høyden av tennene overoppheting av bladet, noe som resulterer i at mikroskader kan oppstå på den.
Front tannvinkel
Hakkevinkelen eller skjæringsvinkelen er ansvarlig for graden av hekking av banen for arbeidsstykkematerialet. Stor skarphet vil ikke tillate å oppnå høy presisjon ved kutting av metall.Samtidig gir en liten vinkel deg mulighet til å sikre god kvalitet, men det reduserer ytelsen til verktøyet.
Velge et blad for bandsager på tre
Først av alt, for å velge riktig blad for bandsåg, bør du se nærmere på instruksjoner for maskinen din. Det vil vise alle parametrene til båndsager som kan settes på denne modellen av utstyret (maksimal og minimum bredde på båndet, samt lengden). Lengden på lerretet må være nøyaktig som angitt i passet til enheten.
Snapbredde
Båndbredden er valgt ut fra operasjonene som skal utføres på maskinen. Bredden på båndet begrenser ikke bare bredden på remskiven, men også dens diameter. Med en liten remskive diameter vil det brede tapetet som er montert på det, bryte og til slutt briste. Derfor er det for hver enhet en grense på snapets bredde.
For rett kutt Bruk vanligvis sag med en bredde på 20 til 30 mm. Selvfølgelig, på en sirkulær maskin, kan du gjøre en langsgående kutt raskere og mer nøyaktig. Men det er en høydebegrensning på den, som ikke er mer enn 80 mm. På bandsåmaskiner er det mulig å behandle arbeidsstykker opp til 200 mm høye og mer.
Men hovedoppgaven til tapeaggregatene er figuren kuttet. Det minste verktøyet som kan monteres på en båndsag, er et 3 mm bredt bånd. Den kutter en sirkel med samme radius.
Jo større bredden på båndet er, desto større er minimumsradiusen som kan klippes med den. For eksempel vil et bånd med en bredde på 12 mm kuttet radius mindre enn 60 mm ikke fungere. Og for en båndbredde på 25 mm, vil minimumradiusen være ca. 100 mm.
I gjennomsnitt skal bladets bredde være tre ganger mindre enn den nødvendige kappradiusen på arbeidsstykket. Derfor er utstyret valgt i henhold til oppgavene.
Tannhøyde
Indikeres av et tall som angir antall snitt per tomme. Den numeriske verdien av trinnet blir satt før forkortelse TPI. Når du velger et trinn, bør du vurdere:
- hva er tykkelsen på arbeidsstykket;
- hva er hardheten til arbeidsstykkematerialet;
- hva du vil få den rene kanten av delen etter kutting.
For å effektivt klippe plast og kutte, må båndet ha minst tre kutter per tomme. Jo flere snitt vil være en tomme, desto bedre blir kuttet. Men dette vil redusere tilførselshastigheten og redusere grenseverdi for tykkelsen på arbeidsstykket.
Ved tennhøyden er bladene delt inn i to typer: "hopp over" og "vanlig". Type kluter "hopp over" har en tone på 3 til 6 TPI. Mellom tennene er det plass til effektiv fjerning av sagflis, da deres dårlige fjerning reduserer kuttens kvalitet. Type dofler "vanlig" har tenner, formet som en trekant. De blir plassert på utstyret i trinn på 10 TPI og over. Denne typen tenner har ikke nok plass til raskt å fjerne sjetonger. På grunn av det større antall skjæreelementer, er skjæring av en slik nett ganske ren. Verktøyet kan brukes til saging av små tykkelser og av harde materialer.
Disse typer malerier har følgende egenskaper.
- 3 TPI "hopp over". Lerret brukes til grov såing av tre som har tykkere. Snap produserer såg langs fibrene. For å forbedre kuttkvaliteten, minst litt, kan du stramme båndet til maksimalt på maskinen og redusere tilførselshastigheten.

- 4 TPI "hopp over". Dette er et universelt verktøy for såing langs fibrene. Denne typen blad kan sages inn i de fleste treslag, inkludert blanks med mange knuter. Hvis det er godt å trekke sagen og redusere fôret, vil kvaliteten på kuttet være nær finishen.

- 6 TPI "hopp over". Dette er et snap generelt formål. Hun såler emner opp til 50 mm tykk (langs fibrene) og tre over fibrene opp til 150 mm tykk. Disse tallene er angitt for såkemateriale med en normal tilførsel til saga.Hvis fôret er redusert, er det mulig å behandle deler med større tykkelse. Denne såmen gir en finkvalitet og passer for nesten alle typer tre.

- 10 TPI "vanlig". Bladene brukes til saging av arkmaterialer (sponplate, kryssfiner, MDF, etc.), for kutting av ikke-jernholdige metaller og plast. Men når du behandler metallblanker, er det nødvendig å redusere bevegelseshastigheten til verktøyet. Ikke alle maskiner har en slik mulighet.

- 14 TPI "vanlig". Du kan kutte kryssfinér, MDF, sponplater og plast. Når det gjelder naturlig tre, bør tykkelsen ikke være mer enn 25 mm. Den reneste kuttet av denne weben er oppnådd med minimum feed rate. Også, dette verktøyet kan kutte myke metaller ved lave båndhastigheter.

Skjæreform
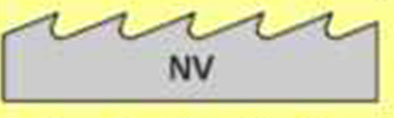
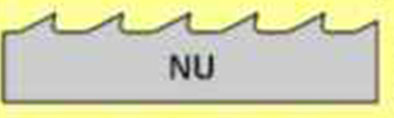
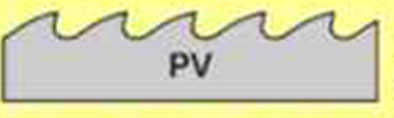
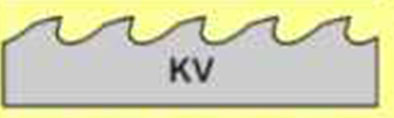
Beltplater kan ha følgende tannprofiler.
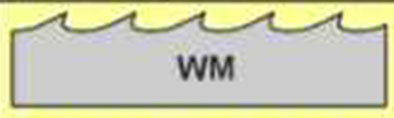
- WM. Rigget, som har denne kutterprofilen, er beregnet til saging av myke og harde skoger og er universell. Profilen brukes på sag med en bredde på ikke mer enn 50 mm.
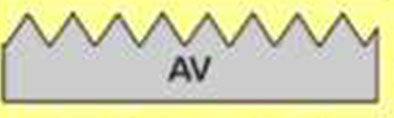
- AV. Tennprofil tillatt å håndtere hardtreinkludert frosset. Også slike sag kan produsere tverrgående skjæring av materialet.
- NV. Den brukes på bånd opptil 30 mm bred som kan brukes til form skjæring noen treslag.
- NU. Profilen har en stor hul. Brukes til saging myke skoger.
- PV. Denne profilen brukes på verktøybredden over 50 mm. Takket være PV-profilen, har sagene god stabilitet ved saging av tømmer.
- KV. Bruk på brede bånd (opptil 80 mm) for såing av mykt tre.
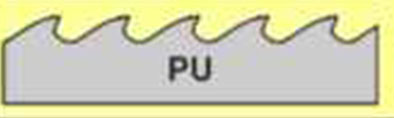
- PU. Brukes til kutting massivt tre på bånd mer enn 80 mm brede.
Utformingen av tennene
Tennene på sagene er skilt for å redusere friksjonen av bladet på arbeidsstykket og for å hindre at det blir fastkjørt. Skjærbredden skal overstige tykkelsen på utstyret med ca. 30-60%.
Oppsigelsen av snittene kan være av tre typer.
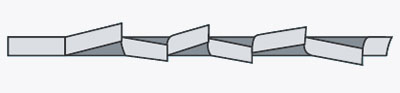
- Klassisk layout. Tenner så bøyd i forskjellige retninger vekselvis og til samme avstand.
- Stripping layout.
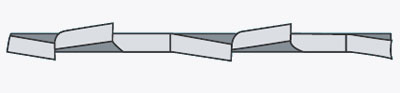
Hver to tenner, den neste (tredje) bøyer seg ikke og har formen av trapes. Verktøyet er plassert i midten av verktøyet og setter retningen for hele båndsagen. Denne utformingen brukes til sag som arbeider med harde materialer.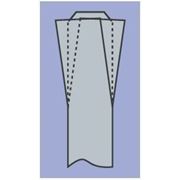
- Bølgeoppsett regnes som det vanskeligste. Snittene bøyer seg i form av en bølge i forskjellige retninger.
Det er viktig å vite at når du lager tennene, er ikke alt verktøyet bøyd, men dets del: fra 1/3 til 2/3 av avstanden fra toppen av tannen. Hvert verktøy produsent anbefaler sin egen tannbøyning til siden. Men i gjennomsnitt er det i området 0,3 til 0,7 mm.
Jo mykere materialet, jo sterkere sågen skal avles og omvendt. Men det er umulig å tillate et slikt ledningsnett, slik at det ikke skal være snitt i senterets midtpunkt. Pass på at tennene avviker fra siden. samme avstand. Hvis oppsettet er ujevnt, vil båndsagen bevege seg til siden der tennene har sterkere tilbøyelighet.
Slipebåndsager
Selvfølgelig er det bedre å skarpere en bandag på en spesiell maskin, i spesialiserte verksteder. Ja, og profesjonelle slipingsager billig. Men hvis du av en eller annen grunn ikke har muligheten til å bære en slipe så, kan verktøyet redigeres uavhengig.
Slipebåndsager produsert av liten fil eller fil på forsiden og bakkanten av snittet med flere bevegelser (3-4) for hver tann.

Også bandsåg kan skarpere bruker graveringved hjelp av et verktøy designet for å skarpe motorsager.


Utstyret settes inn i gravemaskinen, og snittet skjerpes med forsiktige bevegelser på øvre del av snittet.

Det er ikke nødvendig å ta et sterkt metall, bare lette det.
Du kan også prøve å skjerpe og metall sag. Men vanligvis blir de ikke skarpere, siden den kutte delen av disse sagbåndene er enten bimetall eller har en slokkesone. Tennene på disse båndene virker til de smuldrer og kan ha microcracks. Hvis de går rundt, begynner de å smuldre raskere, eller de vil begynne å kutte enda verre.
/rating_off.png)











