Hvordan arbeide automatisk sveisemaskin
Etterspørselen etter sveising av halvautomatiske enheter i sveiseutstyrsmarkedet fortsetter å vokse hvert år. Dette skyldes deres åpenbare fordeler: rimelig pris, et bredt spekter av driftsmoduser, enkel oppsett og drift. En nybegynner er imidlertid ikke alltid i stand til å finne ut hvordan man skal bruke en semi-automatisk. Det første du trenger å vite er enheten og prinsippet om bruk av enheten, samt de grunnleggende anbefalingene for å velge en ledning for sveising.
Innholdet
Enhet og prinsipp for drift av den semiautomatiske enheten
Hovedformålet med en halvautomatisk sveisemaskin er buesveising ved bruk av en smelteelektrode som blåses med beskyttelsesgass. Enheten brukes til å koble til lavlegerte og lavkarbonstål, både lange og intermitterende sømmer.

Dette utstyret er utformet for å fungere i lukkede, godt ventilerte områder ved lufttemperaturer fra -10 ° C til +40 ° C.
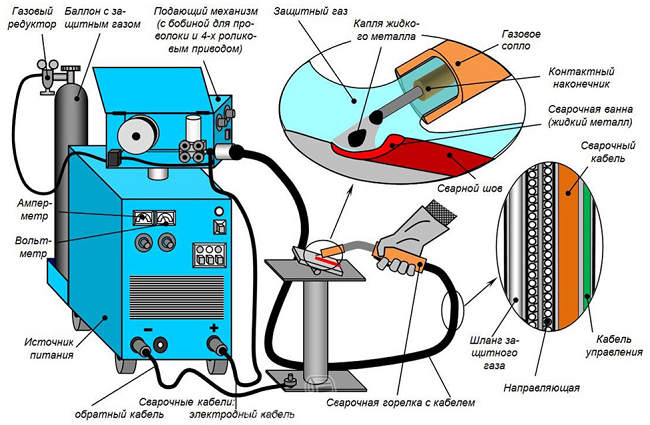
Den semiautomatiske enheten består av følgende elementer:
- hovedaggregatet produserer sveisestrøm av ønsket størrelse;
- trådmatningsenhet;
- en sveiselampe med en tilkoblet kabel som strømledningen passerer, en gasslange, en styrekabel og en ledning for ledningselektroden.
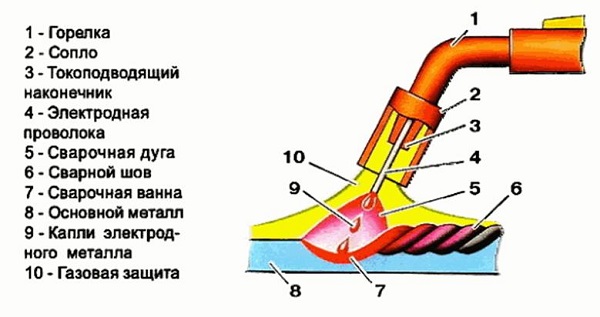
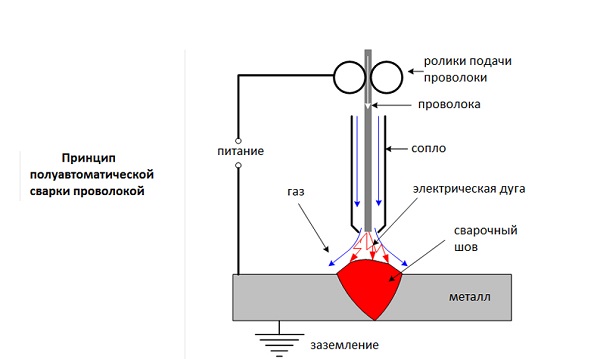
Prinsippet om drift av enheten er som følger. Når du trykker på startknappen som befinner seg på fakkelhåndtaket, begynner tilførselen av elektrodetråd (4), strøm og beskyttelsesgass gjennom dysen (2). Strømmen til ledningen strømmer gjennom den ledende spissen (4). Når det kommer i kontakt med grunnmetallet, oppstår en lysbue som begynner å smelte elektroden. Dråper av elektrodemetallet, som faller på grunnmetallet (8), danner en søm (6). Samtidig blir sveisebadet (7) blåst med beskyttelsesgass (10), som forhindrer oksygen og nitrogen i å komme inn i atmosfæren. Takket være gassbeskyttelsen er sveisen slitesterk og av høy kvalitet.
Operasjonen av den semiautomatiske enheten er mulig uten beskyttelsesgass. I dette tilfellet benyttes en elektrodetråd som har et spesielt pulverbelegg. Ved høye temperaturer fordampes dette belegget, og de resulterende gassene utgjør en beskyttende funksjon for sveisebassenget.
Valg av elektrodetråd
Elektrodråd er et snap, uten hvilket sveisemaskinen ikke kan fungere. Den serveres ved hjelp av en spesiell mekanisme og utfører funksjonen til en elektrode.
For halvautomatisk er det to grupper av materialer for sveising:
- solid wire;
- kjerne elektrode ledning.
Det er mer enn 76 typer av den første varianten. Men oftest brukes bare en liten del av dem. De resterende typer utstyr er høyt spesialiserte og brukes i produksjon. Den viktigste tingen å vurdere når du velger en ledning er typen metall hvorfra strukturen vil bli sveiset. Ofte er det nødvendig å koke kull og lavlegerte stål ved å bruke ikke-kobber og kobberbelagt wire.
Kobberbelegg er mest populært blant sveisere på grunn av anti-korrosjon belegg. Men ikke alle vet at under smeltingen av kobber i luften får skadelig fordampning. Ikke-kobbertråd er mer ufarlig og har et korrosjonsbeskyttende belegg.
Brukes også på halvautomatisk kjernetråddet krever ikke tilstedeværelse av beskyttelsesgass under tilberedningen. Elektrodråd har en spesiell markering, for eksempel slik: CB 08G2S. Det deklareres som følger:
- SV - sveisetråd;
- 08 – betyr at massefraksjonen av karbon i sammensetningen av verktøyet er 0,08%;
- G - dette brevet angir mangan, som er i sammensetningen av ledningen;
- 2 - Figuren indikerer at manganinnholdet er 2%;
- C - dette brevet angir tilstedeværelsen av silisium i utstyret, hvis det etter brevet ikke er nummer, inneholder det ikke mer enn 1%.
Følgende er et bord der bokstavbetegnelsene for alle tilsetningsstoffene som utgjør sveisetråden, dekodes.
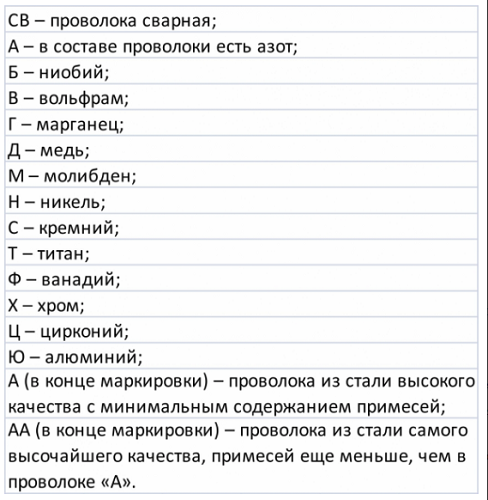
Ved bruk av bordet kan man for eksempel dekode markeringen CB-06Х21Н7БТ, noe som betyr at sveisetråden har 0,06% karbon, 21% krom og nikkel - 7%; Ledningen er legert med to metaller, niob og titan.
For sveising lav legering stål (dette er 90% av det totale metallet) ledning 08G2S med en diameter på 0,6 mm benyttes. Den kan brukes både i hverdagen og for kroppsreparasjon. I tillegg kan den brukes på enheter med en strømstyrke på opptil 500A. For sveising av rustfritt stål, bruk wire merket Sv01H19N9. Aluminium og kobber kokes i argon medium, tilsvarende i sammensetningen til ledningen. Aluminium brygges med CB-97, CB-A85 og CB-AMts. For sveising av kobber brukte utstyr merker SV-97, CB-A85 og CB-AMts.
Diameteren av elektrodetråden er valgt i samsvar med tykkelsen av metallet som sveises.
Semiautomatiske sveiseregler
Først av alt, når du begynner å jobbe med en semiautomatisk enhet, må delene som er beregnet for tilkobling være godt rengjort av maling og rust. Rengjør også stedet hvor klemmen for massen skal festes.
Slik holder du en brenner
Du kan holde brenneren med en hånd, men kvaliteten på sømmen blir bedre hvis du bruker begge deler. Den ene hånden tjener som støtte, og den andre holder brenneren.

Med denne metoden er det lettere å kontrollere vinkelen og avstanden til brenneren fra arbeidsstykket, samt å utføre de nødvendige bevegelsene for å danne en sveis av høy kvalitet. For å holde hendene fri, trenger du bruk sveisemaskesom er fast på hodet.
Den ideelle vinkelen når du arbeider som halvautomatisk, finnes ikke. Vanligvis, for å koble emner som ligger i samme plan, brukes fakkelen (fra vertikal stilling) ved 15-20 grader. Ved å koble deler som er i vinkel mot hverandre, brukes fakkelen på 45 °. Hver sveising med oppkjøpet av erfaring velger seg selv den mest hensiktsmessige hellingsvinkelen til verktøyet, idet man tar hensyn til ulike situasjoner.
Bevegelsesbrenner
For dannelsen av søm av høy kvalitet er det mange måter å bevege fakkelen på.
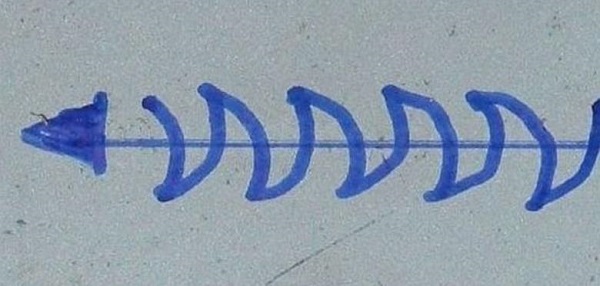
- For metaller 1-2 mm tykk anvendt bølgete-zigzag bevegelse. Således oppdager båten begge metallplater og har ikke tid til å brenne den. Som et resultat er sømmen forseglet og holdbar.
- For sveising metaller av hvilken som helst tykkelse Påfør en rett søm, unntatt bevegelse til siden. Men i dette tilfellet er operatøren pålagt å ha en viss opplevelse, slik at når fakkelen beveger seg, virker båten jevnt på begge parringsdelene.
- Hvis arbeidet kommer metall mindre enn 1 mm tykt, er det nødvendig å redusere strømstyrken og tråden, så vel som å bruke en ledning med mindre diameter. Sveising bør forekomme i korte pulser, med en pause mellom dem på ca. 1 sekund. Det kreves en pause for å avkjøle metallet og drenere de neste segmentene i en monolitisk søm.
- Hvis parring lange, tynne detaljer, så utføres sveising av korte segmenter eller poeng som ligger i en bestemt avstand. For å unngå deformering av deler kan du også lage mat alternativt, korte segmenter, med forskjellige ender av parringssegmentet.
Sveisehastighet
Dette er bevegelseshastigheten for elektrisk lysbue langs grensesnittet til deler, og styres av operatøren av den semiautomatiske enheten. Verktøyets bevegelseshastighet bør svare til lysbuespenningen, trådmatinghastigheten, metalltykkelsen og den nødvendige sømformen. Ved høy hastighet av brennerenes bevegelse dannes mange sprøyter, beskyttelsesgassen forblir i den raskt størkende søm og forårsaker dannelsen av porene i den. Med langsom bevegelse av brenneren dannes en overdreven elektrisk lysbue inn i materialet, som kan brenne det gjennom. I tillegg, når du forbinder massive deler dannet tykk søm. Følgende figur viser hvordan sømmer ser ut til forskjellige fakkelhastigheter.

Gassstrømningshastighet
Gasstilførselen skal være tilstrekkelig til å sikre blåsing av den medfølgende ledningen. Med en svak gassstrøm vil sømmen ikke bli beskyttet mot oksidasjon. Men selv ved høye strømningshastigheter vil beskyttelsen være utilstrekkelig på grunn av forekomsten av turbulens. Alle disse avvikene fra normen gjør sømmen porøs og skjøre. Derfor er det svært viktig å oppnå en jevn gassforsyning, slik at strømmen ikke forårsaker turbulens og fullt ut beskytter sveisestedet.
Ledningslengde
Ledningen, før den berører metallet, må komme ut av spissen med 6-13 mm. Av denne verdien avhenger motstand og temperatur på dette stykke elektrode. Jo sterkere rekkevidden av ledningen fra spissen, desto mindre blir størrelsen på lysbuen. Som et resultat vil sømmen være tykk og smal, med lav penetrasjon i metallet. Hvis lengden på verktøyet er redusert, vil inntrengningen av buen i metallet øke, og sømmen blir tynnere og bredere.
polaritet
Ved polaritet i sveiseutstyr menes nåværende retning i sin krets. Med en direkte polaritet påføres en negativ ladning på ledningen og en positiv ladning påføres den sveisede delen. Med omvendt polaritet er motsatt sant: ledningen er et pluss, og arbeidsstykket er en minus.
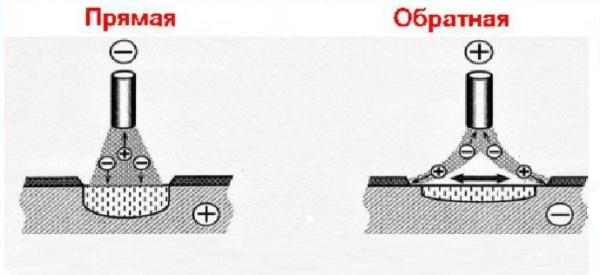
Det er viktig! Når du arbeider uten beskyttelsesgass, bruker flux-cored wire metoden for direkte polaritet, og med gass-omvendt polaritet.
Lyd når sveising
Lytte til lyden av sveising er viktig, spesielt for nybegynnere når man lærer. Den riktige lyden når sveising med en halvautomatisk enhet ligner lyden av kjøttpålegg i en panne. Når en "hissing-summende" lyd høres, betyr det at det er en balanse mellom nåværende innstillinger, lednings- og gassinnmatningshastigheter. Lydendringen under bruk av enheten kan påvirkes av:
- dårlig kontakt mellom vektklemmen og delen;
- Tilstedeværelsen av frossen spray på brenneren, som hindrer den normale strømmen av gass;
- dårlig rengjort fra rust eller malingsområde av sveising.
Sikkerhetsforanstaltninger på arbeidsplassen
Under arbeidet med sveiseutstyret er det nødvendig å observere følgende sikkerhetstiltak.
- Sveiseren må beskytte alle deler av kroppen mot sprut av varmt metall på dem. For dette brukt arbeidsklærtett dekker utsatte områder av kroppen, samt beskyttende hansker. Klær bør være laget av tett materiale som tåler inntrykk av varme sprut. I intet tilfelle bør klær være laget av syntetiske fibre, som når de utsettes for høye temperaturer, begynner å smelte. Slike materialer brenner øyeblikkelig igjennom, noe som kan forårsake forbrenninger til sveiseren.
- Siden hard ultrafiolett stråling er produsert under sveising, er det nødvendig å beskytte øynene fra det ved å bruke maske med tonet glass. Ikke så lenge siden oppstod masker med "kameleon" glass på markedet, som mørkner når et sterkt lys kommer til syne. Også andre deler av kroppen skal beskyttes mot ultrafiolett stråling.
- Sko skal lukkes for å forhindre at sprutene faller inn i det.
- Rommet hvor sveisearbeidet utføres må ha tvungen eller naturlig ventilasjon (tilstedeværelsen av vinduer som kan åpnes). Innånding av damp og røyk generert under sveiseprosessen påvirker menneskers helse.
/rating_off.png)











