Hvordan arbeide håndmølle
Frazer er et unikt verktøy med stor funksjonalitet, noe som er et uunnværlig verktøy i tømrerbransjen. En håndmølle kan skape ulike typer sammenhenger mellom tredeler, lage figurer på kanter, kanter og lag med emner, bruk den til å velge spor og utsparinger, så vel som for treskjæring og metallgravering.
Innholdet
Generelle arbeidsregler
Til tross for enkel håndtering er ruteren et traumatisk verktøy hvis du bruker det uten å følge enkle regler. Så, de grunnleggende reglene for å jobbe med denne enheten er som følger.
- Ermer av klær skal passe godt i hånden. Hvis du har langt hår, må du plukke dem opp for å hindre at de faller på kutteren og påfølgende vikling.
- Før du begynner, sørg for å sjekk nettverkskabel for skade på isolasjonen. Skader på ledningen skjer i det øyeblikket kabelen ved et uhell treffer møllen som ikke har stanset ennå. Isolasjonsskraper funnet må isoleres.
- Forbered arbeidsplassen slik at den ikke inneholder fremmedlegemer (skruenøkkel, skruer, skruer, etc.) som kan falle under arbeidsredskapet og skade det.
- Bruk bare godt skarpt verktøy (Milling). Du kan sjekke skarpheten av bladet med fingeren: for dette må du holde dem på bladet i en vinkel på 90 grader. Hvis kanten er skarp, vil du føle et lett tak på huden ved de skarpe kanter. Ellers vil fingeren glide lett av bladet.
- Før du bruker kutteren med et trykklager, må du smøre det med en dråpe olje. Lageret skal rotere enkelt og uten forsinkelser.
- Når du monterer verktøyet i kolletten, må du sørge for at kutterskinnen trer inn i det ikke mindre enn 20 mm.
- Hver gang, når du monterer kutteren, fjerner du karbonforekomster og trerester fra bladene ved hjelp av en myk metallplate.
- bruk spesielle sikkerhetsbriller. Vel, hvis de er støvtette.
- Pass på å beskytte luftveiene fra det fine støv som er dannet i overflod under fresing, spesielt hvis delene er laget av laminert sponplater og MDF. Som forsvar kan du bruke en respirator eller en vanlig medisinsk maske kjøpt på apotek.
- Fest alltid arbeidsstykket til bordet med klemmer. Hold arbeidsstykket med en hånd under behandlingen er forbudt.
- Høyvalg rotasjonshastighet spindelenhet, avhengig av diameteren på det installerte utstyret. Du bør også være oppmerksom på hardhet av tre. Jo høyere materialets hardhet, jo langsommere rotasjonshastigheten skal settes.
- Kutten i ett pass bør være nedsenket i arbeidsstykket til en dybde på ikke mer enn 3 mm.
- Før du begynner behandlingen av arbeidsstykket, bør du slå på ruteren og vente på det øyeblikket da møllen samler det nødvendige momentet, og deretter fortsette innføringen av møllen i treet. Hvis du begynner å frese ved lave omdreininger eller ved de første omdreininger av verktøyet, vil kuttdelen av verktøyet treffe arbeidsstykket og danne sjetonger på den. I tillegg til skade på delene, kan ruteren hoppe til side og skade operatøren.
- Hold maskinen på en slik måte at du kan se det roterende verktøyet og kontrollere dens nedsenkning i materialet.
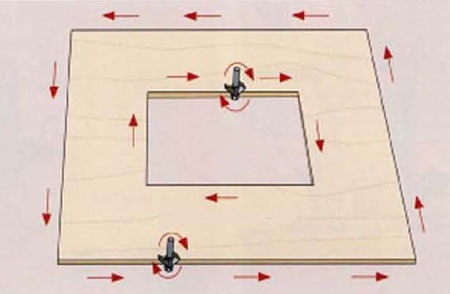
- Som møllen roterer i timerpilen, ruteren bevegelsen skal styres på en slik måte at verktøyet blader beveger seg mot materialetsom vist på bildet nedenfor.
- Fresekutteren må holdes fast i hendene, men uten unødig press på arbeidsstykket. Trykk det jevnt og kjør enheten jevnt, uten jerks, gjennom hele bevegelsesbanen.
- Hvis arbeidet utføres ved lave omdreininger, og til og med lenge, trenger han det kule av og til. Enheten skal startes med maksimal hastighet (tomgang) i 20-30 sekunder, slik at motoren er godt ventilert av luftstrømmen skapt av pumpehjulet montert på akselen.
- For å stoppe fresing, for eksempel kantene på arbeidsstykket, må du først fjerne møllen fra tre, og slå deretter av enheten. Men når du friser en dyp rille, må du først stoppe verktøymaten, slå den av, vent på at verktøyet stopper helt og bare deretter fjern kutteren fra fordypningen.
Forberedelse av verktøyet for arbeid
Det viktigste du må gjøre før du begynner fresing er å sette opp enheten for en bestemt type arbeid, idet du tar hensyn til egenskapene til materialet som skal behandles og typen av verktøy.
Hastighetsvalg
Fresemaskin er en enhet som er i stand til å utvikle svært høye spindelomdreininger, fra 8000 til 24000 rpm og mer. Jo høyere rotasjonshastigheten til verktøyet, renere overflaten som skal behandles. Men du bør være oppmerksom på at overskridelse av den tillatte hastigheten for visse kuttere kan føre til brenning av arbeidsstykket på maskinbearbeidingsstedene. Derfor, i tillegg til rotasjonshastigheten til verktøyskinnen, er det nødvendig å ta hensyn til det blad lineær hastighet. Jo større diameter verktøyet er, desto raskere roterer verktøyets skjærekant. Hvis du har tenkt å bruke en snap-in med stor diameter, må spindelomdreiningene bli litt redusert.
Nedenfor er et bord, hvor du kan velge den optimale rotasjonshastigheten til verktøyet, avhengig av diameteren.
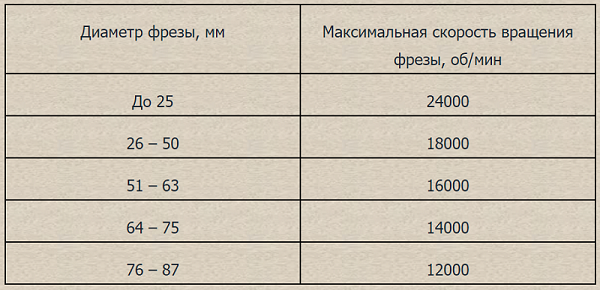
I tillegg, når du velger verktøyets rotasjonshastighet, bør hardheten til materialet som behandles, tas i betraktning. Fresing av hardt tre er nødvendig med lavere hastighet enn anbefalt for en bestemt verktøydiameter.
Du bør også redusere hastigheten på verktøyet hvis du trenger å kutte PVC, prosessering av plexiglas og plast. Ved høye hastigheter begynner plasten å smelte og holde seg til kantene på verktøyet. I hvert tilfelle velges rotasjonshastigheten eksperimentelt.
Installasjonsskjærere
Før du bytter ut verktøyet, er det nødvendig koble ruteren fra strømnettet. Hvis du slår av startknappen, er det ikke nok. Det er svært viktig å trekke ut strømledningen for å forhindre utilsiktet motorstart.
Riggingen endres som følger.
- Legg maskinen på siden, slik at knappen som holder spindelen er på toppen.
- Trykk på knappen og vri spindelen til den går i kontakt med holderen. Deretter legger nøkkelen på kollettmutteren og skru den av. På noen modeller av fresere kan denne knappen ikke være. I dette tilfellet trenger du 2 skiftenøkler. Den første nøkkelen settes på mutteren som befinner seg på spindelen og fungerer som en holder (hvis du hviler den mot styrestangen), og den andre nøkkelen brukes til å løsne kollettmutteren.

- Etter å ha løsnet kollettklemmen, fjern bitskinnen fra den.
- Sett deretter inn en ny snap-in, og skyv skaftet i kraven til en dybde på minst 20 mm, det vil si til den stopper.
- Stram kollettmutteren. Stram verktøyet med tilstrekkelig kraft, men ikke nok til å forstyrre tråden.
- Lås opp spindelen.
Det skal huskes: Klemmeklemmemutteren kan ikke strammes hvis det ikke er noen verktøy i den. Dette vil ødelegge det.
Innstilling av behandlingens dybde
Nesten alle enheter for fresing installert dybdejusteringer. Innstilling av dybden til nedsenkning er som følger:
- Plasser enheten på en flat overflate, for eksempel på et bord.
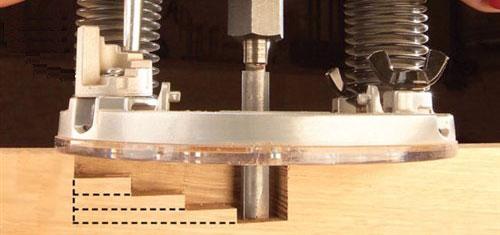
- Plasser trinnet på tårnstoppet (1), som har den minste høyden, under nedsenkningsbegrenser (2).


- Fjern låsen fra dybdestoppet ved å skru av skruen (3) litt, slik at stoppet (2) kan bevege seg fritt.
- Lås opp maskinens nedsenkningsmekanisme. I enkelte modeller av fresere er motoren festet på vertikale stenger med ett roterende håndtak. Det finnes også et stort antall modeller av disse enhetene, hvor stasjonen er låst med en spesiell svingarm.
- Senk motoren ned til fresemaskinen berører arbeidsstykket. Dette bør gjøres sakte for å unngå at knivene rammer delen.
- Deretter bør du igjen fikse motoren på skinnene.
- Senk dybdestoppet (2) på det laveste trinnet på tårnstoppet (1).
- Sett glidebryteren (4) på "0" -skalaen (6).
- Løft limiteren (2) i en slik høyde at dykkverdien som du vil utføre foran sin skyve (4) på skalaen (6). For grov justering økes eller senkes limiter (2) for hånd. En mer presis justering av dybden av nedsenking av verktøyet gjøres ved hjelp av finjusteringsmekanismen (5).
- Stoppet til stopperen (2) må festes med låseskruen (3). Nå kan du låse opp nedsenkingsmekanismen og løfte riggen med motoren oppover.
Som et resultat dersom du senker stasjonen til stoppet (2) berører det laveste trinnet på tårnstoppet, vil du få maksimal forlengelse av kutteren i forhold til enhetens underside. Denne mengden neddykkingsverktøy i arbeidsstykket vil være endelig, det vil si å ha den nødvendige dybden.
Hvis du vil lage en dyp rille som ikke kan velges i et enkelt pass, kan du bruke en tårnstøtte for å dyppe verktøyet inn i arbeidsstykket.. For å gjøre dette, flytt det høyeste trinnet av tårnstoppstoppet (1) under dybbegrenseren (2) og utfør fresingen. Deretter erstattes neste stopp, nedre stopp, og igjen gjør ett passeringsverktøy. Når stoppet når det laveste stoppet, vil den nødvendige sporet dybden bli oppnådd. Følgende figur viser hvordan verktøyet gradvis forsterkes inn i arbeidsstykket, hvis du bruker en revolver-type stopp.
Kantbehandling
For bearbeiding av kanter og ender av arbeidsstykket ved bruk av spesielle kantmøller. De kan være både rette og krøllete. Rette kuttere brukes til å trimme kantene på deler på et mønster (buet) eller på en linjal. For eksempel, hvis du kutter sponplaten med et elektrisk stikksag, kan du ikke gjøre det uten en ruter i dette tilfellet. Kant etter å ha passert gjennom neglefilen viser seg ujevn og med små chips. For å gi henne perfekt geometri, gjør følgende.
- Fest en glatt fresekutter i ruteren. Denne møllen kan ha bære på bunnen eller i sin øvre del (nær skaftet).


- Hvis møllen har et lavere trykklager, er malmen plassert under arbeidsstykket, og begge deler presses mot arbeidsbenken med klemmer. Omvendt er malmen festet på arbeidsstykket med det øvre lageret på snap.
- I tilfelle av med bunnlager Plasser biten på kanten av arbeidsstykket og senk kutteren slik at trykklageren ligger i midten av malflaten, og den nedre delen av bladene strekker seg ca. 2-3 mm på malmen. For kuttere med øvre lager Alt er gjort omvendt: Møllens ansikt er plassert på malen under hvilken arbeidsstykket er lagt. Fresen senkes til lageret når midten av malen, og den øvre delen av bladene vil ikke fange den med 2-3 mm.
- Videre er det litt klemmede arbeidsstykket justert med malen (en gummimaler kan brukes) ved den tidligere påførte merking.
- Etter utjevning, trykk delene med klemmer på arbeidsbenken. Hvis du holder dem løst, kan de skifte på grunn av sterke vibrasjoner når verktøyet virker.
- Plasser ruteren på arbeidsstykket (mal) uten å berøre detaljene på møllen, slå på enheten og vent til den når full hastighet.
- Flytt kutteren jevnt til begynnelsen av arbeidsstykket, slik at verktøyet vil kutte inn i det og legge lageret på malen, og deretter kutte langs hele kanten.
For å behandle endene av blankene, kan du bruke konvensjonelle nedsenkbare (vertikale) fresemaskiner. Hvis det er påkrevd å fjerne PVC-overheng, hvis tykkelse kan nå opp til 4 mm, vil det være mer praktisk å arbeide med en kantfresemaskin, siden den har kompakte dimensjoner og lett vekt.

Figured Face Mills hovedsakelig brukt til behandling av treprodukter og MDF. I dette tilfellet er arbeidsstykket først gitt en viss form ved hjelp av en rett fräs. Og etter dette settes et verktøy med ønsket figurprofil inn i kollettet og kantene blir maskinert på vanlig måte. Bare som en mal eller en guide for lageret, tjener den justerte kanten av delen.

Ved fresing av tre deler, retningen av trefibrene. Hvis du ikke gjør dette, vil det oppstå chipping i hjørner av arbeidsstykkene eller ved punktene hvor langsfibrene vender inn i enden når du for eksempel behandler for eksempel buede deler. For å unngå chipping bør du kalkle ut "problem" -stedene på arbeidsstykket (figur A). Hvis du går gjennom disse delene av kutteren på vanlig måte (mot pilen), vil det oftest føre til dannelse av sjetonger. Derfor, opp til "problem" sonene, blir verktøyet matet mot pilen, og ved fiberovergangspunkter reverseres retningen (figur C).

Samme regel gjelder for behandler hjørner av treemner. Først må kutteren passere langs fibrene langs pilen (gjennom hjørnet), hvorpå vendingen fortsetter på vanlig måte.
Hvis fresing av MDF-fasader (før plastpåføring) eller andre produkter fra dette materialet utføres, bør du ikke bekymre deg for chipping, siden materialet har en jevn struktur.
Hole kutting
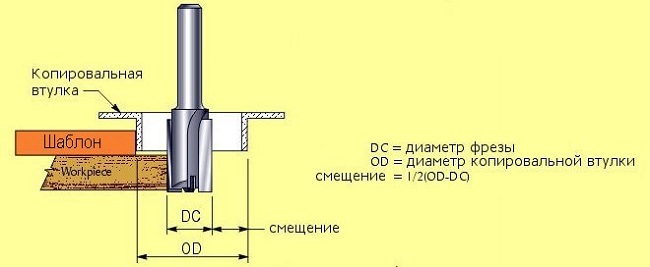
For å kutte hull i treemner du kan bruke rett groove cutter. Hvis hullet har en kompleks form, blir den kuttet av en ruter i henhold til en mal som er utarbeidet på forhånd ved hjelp av en kopieringsring. Den sistnevnte er festet til møllens brikke, og når enheten er i bruk, setter den verktøybevegelsen i ønsket retning.
Så, for å kutte et hull i en treemne, må du utføre følgende operasjoner:
- Fest en rett groove cutter i enheten collet;
- Fest en kopimuff til ruteren
- sett på arbeidsbenken arbeidsstykket der du vil lage et hull;
- Legg små stykker sponplater under arbeidsstykket for å øke det litt over bordet (dette kreves for å gå ut av verktøyet når du skjærer gjennom delen);
- plasser malen med det allerede forberedte hullet på arbeidsstykket og trykk begge deler til bordet med klemmer;
- still inn minimumsnivået av kutteromfanget (ca. 3 mm) i forhold til enhetens bunn;
- Slå på ruteren og forsiktig senk den på malen slik at ruteren forsiktig settes inn i materialet;
- utføre fresing rundt omkretsen av malen;
- senk fresen ytterligere 3 mm og gjenta den ovennevnte operasjonen;
- Fortsett å legge til 3 mm dybde til møllen passerer arbeidsstykket gjennom.

På samme måte som du kan klipp et rundt hull i henhold til passende mønster. Men for å kutte en sirkel i arbeidsstykket, er det en måte mye enklere. De fleste modeller av fresemaskiner inkluderer allerede den sirkulære anordningen. Den består av en bar med en justerbar (spiss) skrue på den ene siden.

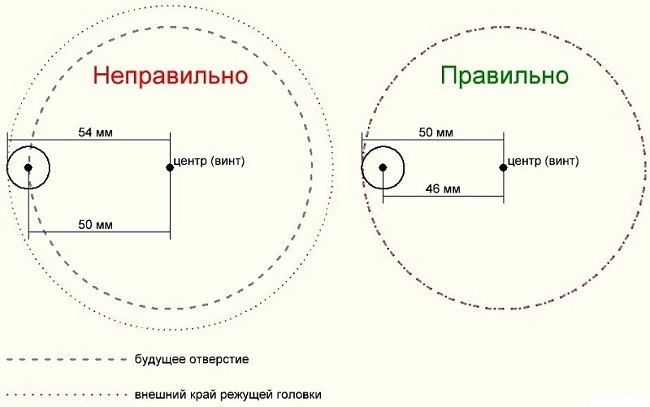
Baren er festet til bunnen av enheten, og den spisse skruen settes inn i hullet som tjener som midtpunkt for fremtidig sirkel.Deretter må du stille inn ønsket radius, ta hensyn til kutterens diameter. Følgende figur viser hvordan du beregner hullradiusen riktig.
Fresing utføres på vanlig måte i flere trinn, hver gang dypere verktøyet med 3 mm.
Også mølle kan bores hull, for eksempel, for montering av møbler hengsler. Dette gjøres som følger.
- Klem i maskinens kollett Forstner bore påkrevd diameter.
- Still inn minimumspindelhastigheten.
- Plasser ruteren på en flat overflate.
- Senk kutteren slik at piggen i midten ikke når bordflaten på 2-3 mm, og fest stasjonen på styrene.
- Deretter senker du dybdestoppet til et hvilket som helst trinn på tårnstoppet og fest det med låseskruen. Takket være dybdebegrenseren, kan fresen ikke falle under det nødvendige nivået.
- Lås opp stasjonen slik at den kan bevege seg fritt opp og ned langs styrene.
- På arbeidsstykket skal være midtpunktet for det fremtidige hullet.
- Plasser ruteren på arbeidsstykket og senk møllen på en slik måte at spissen som befinner seg i midten, treffer akkurat det avsatte stedet på den delen.
- Løft kutteren litt over arbeidsstykket, slå på apparatet og etter et sett med fulle rotasjoner begynner du å smale verktøyet i materialet til dybdestoppet når stoppet. Ved denne boringen kan betraktes som fullført.
Før du driller på arbeidsstykket, bør du gjøre det samme på litt unødvendig stykke tre eller laminert sponplater av lignende tykkelse.
Det er viktig at dette blinde hullet har nødvendig dybde som er tilstrekkelig til å montere hengselskruene i den, mens det ikke skal være noen fremspring og gjennomgående hull på baksiden av delen.
Hvis du trenger å gjøre gjennom hulletså er dybdebegrenseren ikke nødvendig. For en "ren" kutterutgang på baksiden av arbeidsstykket, bør boringen utføres i 2 trinn. I første etappe er koppboringen nedsenket i arbeidsstykket til et lite hull fra spissen dannes på baksiden. Videre blir arbeidsstykket vendt, borets spike er installert i det resulterende hull, og ytterligere boring utføres. Således er kantene på hullet på begge sider av billetten glatte og uten kipping.
Sett inn låser og hengsler
For innføring av hengsler og låser i en tredør, har det blitt utviklet en rekke spesialanordninger, hvor en nedsenkbar freser er installert.

Disse enhetene er ganske dyre, så mesterene prøver å gjøre dem med egne hender. For eksempel slår innløser fresekutter uten en mal - en ganske plagsom ting. Men denne prosessen er betydelig forenklet hvis du lager en spesiell enkel mal. Hvordan gjør du det, kan du lære av dette video.
Inngangslåser i innerdørene skjer i to trinn: For det første dannes et bredt spor under låsens frontplate, og deretter velges en dyp rille under låsekroppen. For å danne setet til låsekroppen, må du utføre følgende trinn.
- Ta en rett groove cutter med en diameter på 0,5 mm større enn låsens lath.
- Juster dybdedybden til ca. 3 mm (avhengig av platetykkelsen).
- Fest en parallellstopp til bunnen av maskinen.
- Fest låseplaten til enden av dørbladet og sirkel det med en blyant. Finn midtkanten av døren og trekk en linje gjennom den (langs nettet).
- Installer ruteren med vekt på slutten av døren og senter ruteren i henhold til merkingen, og fest deretter støtten i denne posisjonen.
- Slå på enheten, senk kutteren i dørbladet til den innstilte dybden og kutt området over hele lengden. Resultatet vil være et bredt og grunt sporet under låsens frontplate.
- Fest låsen til den resulterende sporet, merk hvor begynnelsen og slutten av dypsporet vil være.
- Deretter bør du velge en kutter (straight groove) med en slik diameter at den var litt større enn tykkelsen på låsekroppen. Dessuten skal skaftet være tilstrekkelig lengde slik at denne kutten kan gjøre et spor 2-3 mm dypere enn høyden på låsekroppen.
- Klem verktøyet på redskapshylsen.
- Sett på enheten maksimal dybdedybde på snapet, tilstrekkelig for å sette inn låsekroppen. Dette gjøres ved hjelp av dybdejusteringen.
- Slå på enheten og bor til full dybdesett ved begynnelsen av merkingen. Gjenta boringen langs hele lengden av denne delen, og plasser hullene så nært som mulig.

- Når hele området har blitt utarbeidet, må du løfte kutten litt, slik at knivens øvre del kommer ut av sporet litt (1-2 mm) og utføre fresing ved å flytte enheten frem og tilbake. Etter flere passerer kan kutteren bli forsterket og utføre operasjonen ovenfor. Som et resultat får du en dyp rille med flate bunn og glatte vegger.


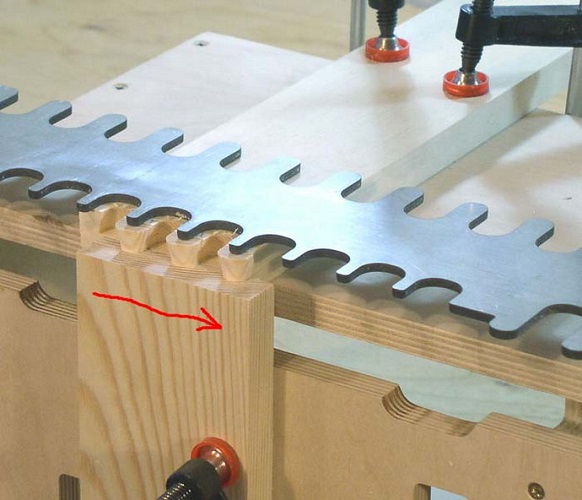
Prøvetaking av spor og kvartaler
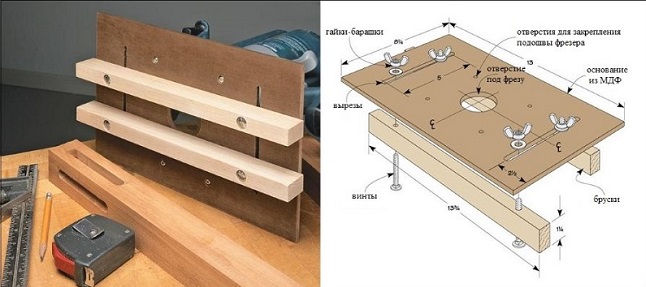
For å velge sporet på arbeidsstykkets overflate eller kant (ende), kan du bruke en parallell stopp, som ved dørlås. Men du kan lage en spesiell enhet som forenkler prosessen, hvis du vil velge sporene i et stort antall like deler fra treet. Hvordan ser det ut slotting verktøyvist i bildet nedenfor.
Denne enheten er konfigurert enkelt:
- enheten er installert på plattformen;
- hele strukturen er lagt på arbeidsstykket;
- Ved hjelp av parallelle guider, er en rettsporskutter senteret i forhold til merkingen på arbeidsstykket;
- Etter justering av dybden på verktøyet (vanligvis krever flere passeringer), er sporene laget.
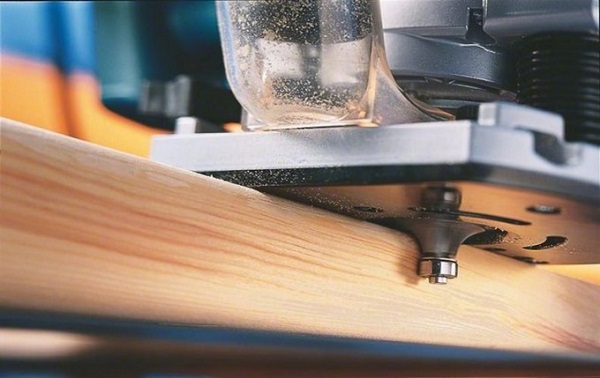
For å velge et kvart i et treemne, bruk rille kutter med lager.

Kanten (enden) på arbeidsstykket tjener som en veiledning for verktøy. Verktøyet er fastspent i redskapshylsen, hvorpå nedsenkningshøyden er innstilt og en kvart blir samplet på vanlig måte.

Kvartalsvalg er ikke den eneste funksjonen til denne snap. Med den kan du velge en rille langs kanten av arbeidsstykket og lage et riflet brett. Dybden på sporet er regulert ved å endre trykklagrene av forskjellige diametre.

For fremstilling av riller i store mengder vil det bli nødvendig å fikse ruteren til bordet.
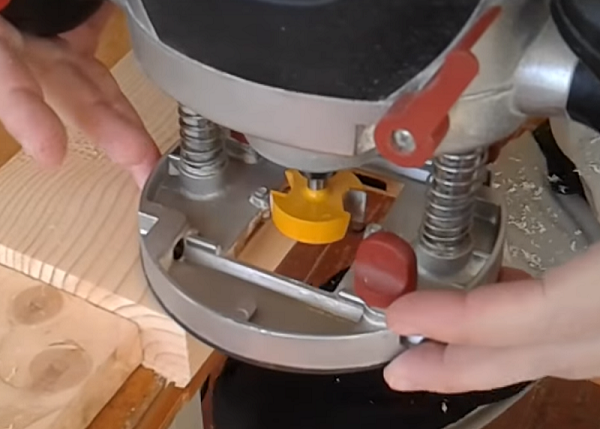
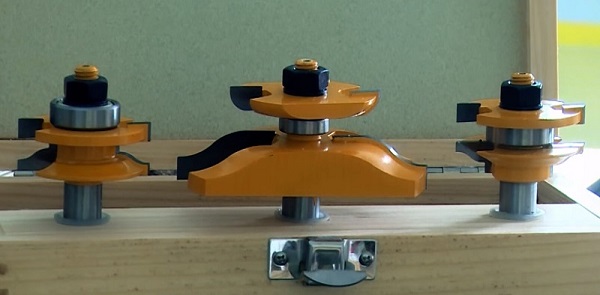
Tornspor og svalehaleforbindelse
For å lage en torn-groove-tilkobling er det mange komplekse verktøy. Men dersom produksjonen av treprodukter ikke blir satt i drift, kan tornsporforbindelsen ved hjelp av en håndmølle gjøres på en enkel måte.
- Den delen som spissen skal klippes på, skal ha en ferdig størrelse. Når du gjør markeringen, bør du legge lengden på spissen til lengden på delen. For benene på bord og stoler vil det for eksempel være nok en tornlengde på 30-40 mm, og for dører - 55-70 mm. Bruk torget til å gjøre en markering på kanten av arbeidsstykket.
- Ta en hacksaw og lage små kutt (dette vil være piggets skuldre).

- Forbered kutter "fat"Og fest den i hylseapparatet. Med sin hjelp vil piggkoblingen bli opprettet.
- Fest arbeidsstykket på arbeidsbenken, og vinkelrett mot det, sikr den andre delen av samme tykkelse (vil tjene som støtte for møllen).

- Deretter må du angi avgangsmengde av kutteren i forhold til enhetens side. Hvis spissen er plassert akkurat i midten av arbeidsstykket, bør verktøyoverhenget være slik at etter at du har dreiet delen og det andre passet, får du spike tykkelsen som svarer til sporet bredden. Bredden på sporet avhenger i sin tur av diameteren av sporet cutter. Det er fra denne størrelsen at beregningen av hele tilkoblingen skal begynne.
- Når du har bestemt deg på verktøyets dybde og satt inn begrenseren, kan du begynne å prøve spissen.Slå på apparatet og begynn å frese arbeidsstykket, men i etapper, deler inn i materialet med 3 mm hver gang.
- Når ønsket dybde er nådd, stopp maskinen og vri arbeidsstykket.
- Fortsett spike prøvetaking ved hjelp av metoden beskrevet ovenfor. Som et resultat vil du få rektangulær torn. Men siden sporet vil ha en avrunding på kantene fra kutteren, så på spissen må du kutte hjørner. Dette kan gjøres med en kniv eller på en slipemaskin.
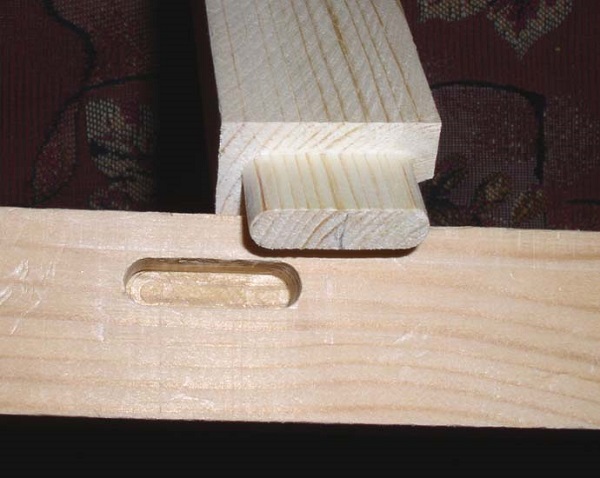
Hvordan sporet er valgt har blitt diskutert i detalj ovenfor. Hvis du vil lage en tornspor langs hele lengden eller bredden på arbeidsstykket, trenger du ikke å runde hjørnene på spissen.
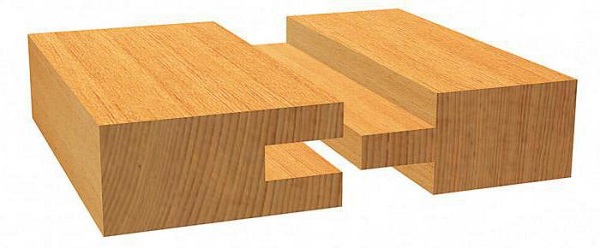
For å lage en spikes svalehale, bruk en spesiell enhet.

På møllen er installert grooving cutter "svalehale" hale, og også koplingshylsen har sider, for best posisjonering i spor av en mal.

Etter klemmingen av malen og arbeidsstykket freses i henhold til de generelle regler.
Tungen og sporforbindelsen brukes også. i produksjon av foring. Bare for å lage fôr, må du ha et sett med 2 kuttere. En kutter velger en rille på kanten av delen, og den andre - gjør en spike.

det lag en fil, hvis kant er en pigg, og kutt et spor i fasadens ramme, bruk også et sett med kutter.

Metal arbeid
Metallfresing med manuell fresemaskin utføres i svært sjeldne tilfeller, siden dette verktøyet ikke er beregnet til disse formålene. Noen ganger brukes det til stripping av sveiser eller rezsenkovki hull. Det er også tillatt å arbeide med dette verktøyet for behandling av produkter fra aluminium, kobber, bronse og messing (for å velge spor). En karbidspor er installert i enheten, og delen er malt på vanlig måte.
På samme tid på enheten må du sette minimumspindelhastigheten, og dybden på utstyret for ett pass skal være 0,5-1 mm.
Noen ganger brukes en håndmølle til å grave mønstre på fly av ikke-jernholdige metaller. I dette tilfellet brukes de samme malene og armaturene som for trebearbeiding, kun spesialverktøy klemmes i den bitte hylsen. gravering kuttere.

Figurert carving og håndverk
Vanligvis for formet treskjæring bruk grooving flåte og mørtel rettskjærere. Treutskjæring av håndfresing er som følger:
- installer en filettsporkutter av liten diameter inn i enheten;
- Påfør et mønster på blankt (du kan bruke en stencil);

- sirkel mønsteret med en svart markør (ikke alkohol);

- passere langs de trekkede linjene med en fileter, og sette inndybningsdybden på 3-4 mm;

- Deretter bør du endre filètkutteren til en rett groove cutter og velg hele innsiden av mønsteret;

- Etter fresing skal det resulterende mønsteret slipes med sandpapir og lakkert.

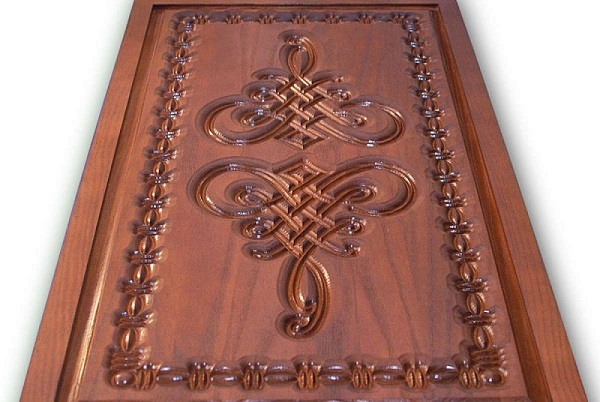
På samme måte er det gjort volumetrisk figurutskjæring på treet. Bare møllen er valgt ikke av mønsteret, men av bakgrunnen rundt det. Etterbehandling ornament er allerede en drill eller mini-drill (gravering).

Også ved hjelp av en fresingmaskin utføres ikke bare treskjæring av overflater, men også åpent arbeid gjennom stansing, tynne møbelplater, MDF-plater. Følgende figur viser et spor mønster laget av en ruter på kryssfiner.

Foredling av kryssfinér er laget med vanlige kutter for tre.
Siden kryssfiner inneholder en viss limblanding, må utstyret rengjøres av lim som festes til bladene oftere enn ved behandling av tre.
Ved hjelp av ovennevnte teknikker kan du kutte krøllete elementer for lysthus, kjøkkenfronter, landsmøbler, etc.

Ulike figurer kan dekoreres med utskåret tre tre håndverk. For eksempel gjør kasketter, backgammon, tegn til ulike institusjoner.


Fraser gjelder også hvis nødvendig lage balusteredekorert med vridd eller rett tråd.For fresing av rette spor, bruk en spesiell enhet som er lett å gjøre med egne hender.


Prosessen med fresing av balustere er som følger.
- Fyllesporet med lageret er installert i enheten.
- Slik at arbeidsstykket ikke roterer, er det festet med en skrue. Han må gå inn i en av hullene på disken med baluster festet til den.
- Videre senkes verktøyet slik at trykklageret til venstre eller høyre på arbeidsstykket og like under senteret. Men kutten må være akkurat i midten av delen.
- Etter at verktøyet er plassert, er enheten slått på og et avrundet spor fremstilles (lageret fører verktøyet, gjentar alle former for baluster).
- I neste trinn blir ruteren trukket tilbake til siden, festeskruen slippes ut, og disken roteres slik at fikseringen treffer neste hull.
- Etter å ha festet arbeidsstykket igjen er et langsgående samplingsspor. Etter hvert pass på kutteren er det nødvendig å rotere arbeidsstykket med ett trinn.
Følgende bilde viser balustre med langsgående spor.

For å lage vridd balustere trenger mer kompleks tilpasning.

Vridd mønster oppnås ved å dreie arbeidsstykket under bevegelse av kutteren på den. Rotasjonen av arbeidsstykket og bevegelsen av ruteren på denne maskinen er synkronisert.
/rating_off.png)











